在蝸桿砂輪磨削出的齒輪表面經(jīng)常會出現(xiàn)明暗條紋狀的周期性規(guī)律紋路,此紋路觸摸起來凹凸不平,通常這種紋路被認(rèn)為是磨削加工過程中振動(dòng)過大而形成的,所以被稱為振紋。齒面振紋的存在會使齒輪嚙合時(shí)載荷無法平穩(wěn)傳遞而產(chǎn)生振動(dòng),因此有振紋的齒輪工作中會經(jīng)常出現(xiàn)嘯叫等噪聲,此嘯叫噪聲在新能源汽車高速高扭矩狀態(tài)下尤為明顯,因?yàn)樾履茉雌嚥淮嬖趦?nèi)燃發(fā)動(dòng)機(jī)聲音的遮蓋,會使零部件噪聲更加突出。作為汽車傳動(dòng)系統(tǒng)重要部件,齒輪的質(zhì)量對提高車輛 NVH 性能和改善乘坐舒適性有重要意義。這種振紋還會嚴(yán)重影響齒面的接觸質(zhì)量,齒輪不正確嚙合會使齒面局部過載,局部齒面嚴(yán)重磨損,使用壽命縮短,甚至造成輪齒斷裂。
磨床在加工過程中振動(dòng)過大會降低各磨床部件的使用壽命,如主軸振動(dòng)過大會使軸承的受力不均勻,進(jìn)而導(dǎo)致應(yīng)力集中且降低其使用壽命,磨床振動(dòng)的同時(shí)還會產(chǎn)生噪聲污染,加工出的工件表面質(zhì)量也會進(jìn)一步下降。作為齒輪加工的最后一道工序,磨齒對齒輪的表面形貌具有重大影響。作為評價(jià)齒面質(zhì)量的重要指標(biāo)之一,齒面粗糙度對齒輪的接觸疲勞、耐磨性和傳動(dòng)質(zhì)量均有重要影響。
蝸桿砂輪磨齒因?yàn)楦咝省⒌统杀尽⒛ハ餍阅芘c質(zhì)量穩(wěn)定等優(yōu)點(diǎn),目前被大量應(yīng)用于中小模數(shù)齒輪的磨削加工中,故新能源汽車小模數(shù)齒輪多采用此方法加工。但是蝸桿砂輪磨削加工后的齒輪表面微觀質(zhì)量卻時(shí)常出現(xiàn)不合格的情況,特別是不合理的磨齒工藝參數(shù)設(shè)置容易在齒輪表面產(chǎn)生振紋或者粗糙度不達(dá)標(biāo)。可通過工藝參數(shù)優(yōu)化來實(shí)現(xiàn)加工目標(biāo),關(guān)于工藝參數(shù)優(yōu)化模型的建立與求解方法,陳鵬等以自動(dòng)化加工效率,齒輪單件成本為目標(biāo),工件材料、刀具涂層及切削速度、進(jìn)給量等因素為變量,建立了一種齒輪高速干式滾切工藝參數(shù)優(yōu)化模型,曹衛(wèi)東等針對少量歷史加工案例支撐下的工藝參數(shù)優(yōu)化問題,提出一種融合支持向量回歸和多目標(biāo)蜻蜓算法的高速滾齒工藝參數(shù)優(yōu)化方法。李聰波等以不同刀具磨損狀態(tài)下的工藝參數(shù)為優(yōu)化變量,建立了考慮刀具磨損的數(shù)控車削批量加工工藝參數(shù)節(jié)能優(yōu)化模型,并采用多目標(biāo)模擬退火算法進(jìn)行優(yōu)化求解。WU 等建立了效率-成本-精度三目標(biāo)模型的尋優(yōu)問題,提出了一種具有自適應(yīng)進(jìn)化參數(shù)的多目標(biāo)融合進(jìn)化算法。KHARKA 等采用神經(jīng)網(wǎng)絡(luò)與實(shí)數(shù)編碼遺傳算法對齒輪制造工藝進(jìn)行參數(shù)優(yōu)化,以同時(shí)最小化微幾何偏差和表面粗糙度。SHARMA 等采用可取性函數(shù)分析方法對刀具側(cè)面磨損和表面粗糙度進(jìn)行并行優(yōu)化,得到了多響應(yīng)的最優(yōu)參數(shù)組合。
現(xiàn)有研究缺乏工藝參數(shù)對磨齒加工中振動(dòng)的影響的探索與實(shí)驗(yàn)。本文以蝸桿砂輪磨削某型新能源車用斜齒輪為實(shí)驗(yàn)基礎(chǔ),采用正交設(shè)計(jì)實(shí)驗(yàn)方案,探究了磨齒加工中不同工藝參數(shù)對磨齒加工中振動(dòng)大小以及齒輪表面粗糙度的影響。然后基于實(shí)驗(yàn)數(shù)據(jù)建立了工藝參數(shù)與振動(dòng)、粗糙度的回歸預(yù)測模型,分析了各個(gè)參數(shù)對振動(dòng)和粗糙度的影響及原因。最后構(gòu)建以同時(shí)減小加工振動(dòng)、齒面粗糙度為目標(biāo)的多目標(biāo)優(yōu)化模型,采用遺傳算法對加工參數(shù)優(yōu)化,得到了加工振動(dòng)小、粗糙度小的工藝參數(shù)。
一、磨削實(shí)驗(yàn)設(shè)計(jì)
實(shí)驗(yàn)
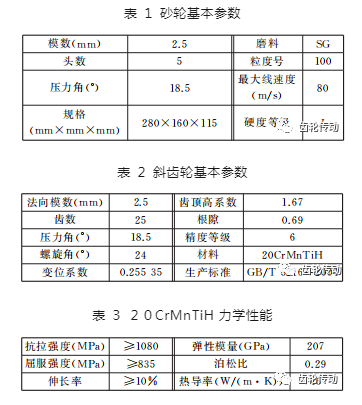
本實(shí)驗(yàn)在中國重慶機(jī)床有限責(zé)任公司生產(chǎn)的 YW7232CNC 型數(shù)控蝸桿砂輪磨齒機(jī)上進(jìn)行,磨削砂輪為鄭州宏拓精密工具有限責(zé)任公司生產(chǎn)的蝸桿磨 CA 砂輪,砂輪的磨料是 SG 磨料和白剛玉輔料,其中 SG 磨料占 50%,其余是輔料;砂輪其他基本參數(shù)見表 1。實(shí)驗(yàn)齒輪為某型新能源車用斜齒輪,材料為 20CrMnTiH,斜齒輪基本參數(shù)見表 2,材料力學(xué)性能見表 3。
信號采集設(shè)備有 PCB 品牌振動(dòng)加傳感 352C34、PC 信號調(diào)理器 480 C02 PCB 低噪聲線纜 2003D20、HIOKI 品牌信號采集記錄儀 8861-50。現(xiàn)場實(shí)驗(yàn)設(shè)備布置安裝與信號采集設(shè)備如圖 1 所示。
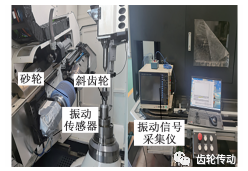
圖 1 實(shí)驗(yàn)設(shè)備布置及信號采集儀器
實(shí)驗(yàn)方法設(shè)計(jì)
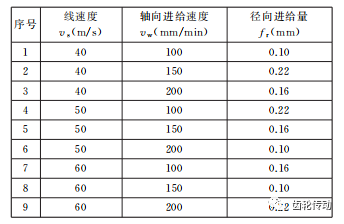
對表面質(zhì)量影響較大的因素有磨削工藝參數(shù) (砂輪線速度、砂輪軸向進(jìn)速度、砂輪徑向進(jìn)給量)、磨削加工運(yùn)動(dòng)軌跡、砂輪特性與形貌、砂輪是否磨損與修整、磨削液、工件材料、工藝系統(tǒng)的剛度及其動(dòng)態(tài)特性等。磨齒作為本斜齒輪加工的最后一道加工工序,工藝參數(shù)設(shè)置的重點(diǎn)是要保證斜齒輪的表面加工質(zhì)量。根據(jù)控制變量原則,在機(jī)床、冷卻潤滑液、加工工件、砂輪等條件不變的情況下變更工藝參數(shù),采用三因素三水平的正交設(shè)計(jì)實(shí)驗(yàn)方法探究工藝參數(shù)對斜齒輪表面質(zhì)量和加工中振動(dòng)的影響。根據(jù)此型號斜齒輪實(shí)際加工中推薦的磨削參數(shù)范圍獲得實(shí)驗(yàn)組表格,見表 4。
表 4 正交設(shè)計(jì)實(shí)驗(yàn)
振動(dòng)信號設(shè)備設(shè)置振動(dòng)采樣頻率為 10 kHz,在 YW7232CNC 數(shù)控磨齒機(jī)上根據(jù)表 4 中不同組的工藝參數(shù)設(shè)置對斜齒輪進(jìn)行磨削,在每一件斜齒輪開始精加工后按下信號存儲記錄儀 8861-50 上的開始按鈕采集振動(dòng)信號。采用 KEYENCE 超景深三維立體顯微鏡 VHX 系列測量加工好的齒輪齒面粗糙度。
二、振動(dòng)粗糙度結(jié)果分析與模型的建立
實(shí)驗(yàn)數(shù)據(jù)處理與分析
采集到的振動(dòng)加速度信號如圖 2 所示。在振動(dòng)信號采集過程中發(fā)現(xiàn)磨齒精加工過程中的振動(dòng)遠(yuǎn)遠(yuǎn)大于滾齒粗加工時(shí)的振動(dòng)。對測得的磨齒振動(dòng)數(shù)據(jù)進(jìn)行分析處理,選取均方根值(root mean square,RMS)作為特征值進(jìn)行振動(dòng)分析,振動(dòng)均方根值的物理意義是振動(dòng)信號的平均強(qiáng)度大小,RMS 值按照下式計(jì)算:

式中,x i 為分析采樣數(shù)據(jù);n 為分析采樣數(shù)據(jù)個(gè)數(shù)。
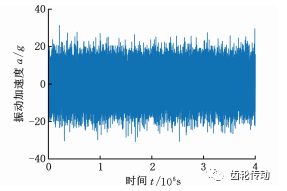
圖 2 振動(dòng)信號
表面粗糙度是加工去除材料時(shí)零件表面產(chǎn)生的不平整度,主要的評定參數(shù)有輪廓算數(shù)平均偏差 Ra 、輪廓最大高度 Ry 等。因?yàn)?Ra 的概念更為直觀,能夠全面地表征零件加工表面微小峰谷的高低以及細(xì)密程度,是國內(nèi)外使用最廣泛的表面粗糙度評定參數(shù),故本文采用 Ra 對磨削表面粗糙度進(jìn)行評估。
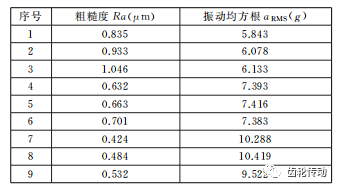
按照表 4 的正交設(shè)計(jì)方案完成 9 組實(shí)驗(yàn),并按照上述方法對測得的數(shù)據(jù)進(jìn)行處理,得到每組實(shí)驗(yàn)的齒面粗糙度和振動(dòng)均方根值,詳細(xì)數(shù)據(jù)見表 5。
表 5 齒面粗糙度及振動(dòng)實(shí)驗(yàn)結(jié)果
振動(dòng)模型的建立
振動(dòng)均方根值回歸方程:用得到的振動(dòng)均方根值與工藝參數(shù)值進(jìn)行多元二次回歸,得到振動(dòng)回歸模型方程如下:

式中,f1 為振動(dòng)均方根值;x1 、x2 、x3分別為砂輪線速度、砂輪沿齒輪軸向進(jìn)給速度和徑向進(jìn)給量。
表 6 中,對比振動(dòng)模型預(yù)測的振動(dòng)均方根值與實(shí)際測得的振動(dòng)均方根值,模型預(yù)測的數(shù)值十分接近實(shí)際測得的值。
表 6 振動(dòng)實(shí)驗(yàn)數(shù)據(jù)與模型擬合數(shù)據(jù)對比
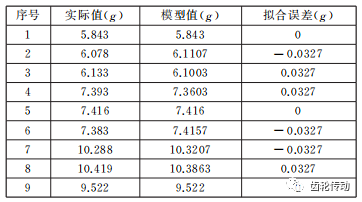
決定系數(shù) R2 (coefficient of determination) 是反映模型擬合優(yōu)度的重要統(tǒng)計(jì)量,常用于評價(jià)回歸模型優(yōu)劣程度。R2的取值范圍為 0~1。R2 的值越大,越接近 1,說明回歸模型對真實(shí)值的擬合程度越好;反之,R2 的值越小,說明回歸模型對真實(shí)值的擬合程度越差。本振動(dòng)回歸模型的決定系數(shù) R2 =0.99975,可見此回歸模型擬合效果十分理想。
工藝參數(shù)單因素對振動(dòng)的影響:將3個(gè)工藝參數(shù)自變量范圍都進(jìn)行歸一化處理,得到3個(gè)工藝參數(shù)單因素與因變量振動(dòng)均方根值之間的關(guān)系,如圖 3 所示.
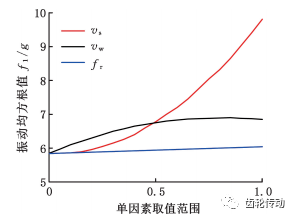
圖 3 工藝參數(shù)與振動(dòng)的關(guān)系
由圖 3 知,振動(dòng)均方根值隨著砂輪線速度的增大而快速增大,成正相關(guān)。在砂輪線速度從 40 m/s 變化到 60 m/s 的過程中,振動(dòng)均方根的值從5.84g 變化為 9.81g ,砂輪線速度在 3 個(gè)加工參數(shù)因素之中對振動(dòng)的影響最大、最明顯。原因是砂輪制造過程中磨粒分布的不均勻、氣孔的存在以及磨削加工過程中的磨損造成表面不均勻和切削液的附加等因素,在砂輪旋轉(zhuǎn)的過程中會產(chǎn)生一個(gè)動(dòng)不平衡量,砂輪在高轉(zhuǎn)速下的動(dòng)不平衡會更加明顯,砂輪及其軸系高轉(zhuǎn)速下的動(dòng)不平衡是產(chǎn)生磨床振動(dòng)的最主要來源。滾齒的轉(zhuǎn)速范圍通常在 5 00 ~ 1000 r/min,振動(dòng)加速度范圍通常在-10g ~10g。磨齒的轉(zhuǎn)速范圍通常在 2000~ 6000 r/min,振動(dòng)加速度范圍通常在-40g~40g,因此,磨齒的振動(dòng)比滾齒的振動(dòng)明顯大很多。
砂輪軸向進(jìn)給速度與振動(dòng)均方根值關(guān)系也成正相關(guān),但是隨著軸向進(jìn)給速度的增大,振動(dòng)均方根值的增速變慢,到達(dá)最大值后數(shù)值平穩(wěn)波動(dòng)。在砂輪軸向進(jìn)給速度從 1 00 mm/min 變化到 200 mm/min 的過程中,振動(dòng)均方根的值從 5.84g 變化為 6.85g,軸向進(jìn)給速度在三個(gè)加工參數(shù)因素中對振動(dòng)的影響僅次于砂輪線速度。這是由于砂輪軸向進(jìn)給速度過大會造成加工工件及機(jī)床刀具主軸和工件裝夾芯軸等部件剛度和穩(wěn)定性不足,從而產(chǎn)生振動(dòng)。
砂輪徑向進(jìn)給量對振動(dòng)均方根值的影響最小,在砂輪徑向進(jìn)給量從 0.01 mm 變化到 0.22 mm 的過程中,振動(dòng)均方根的值僅僅從 5.84g 增加到 6.04g,對振動(dòng)大小幾乎不產(chǎn)生影響。
粗糙度模型的建立
粗糙度回歸模型:同理,用齒面粗糙度值與工藝參數(shù)進(jìn)行多元二次回歸,得到粗糙度回歸模型方程如下:
式中,f2 為粗糙度值。
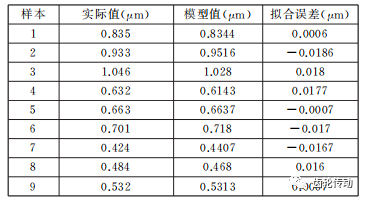
對比粗糙度模型預(yù)測的粗糙度值與實(shí)際測得的粗糙度值,模型預(yù)測的數(shù)值十分接近實(shí)際測得的值,且決定系數(shù) R2=0.994 82。對比結(jié)果如表 7 所示。
表 7 齒面粗糙度實(shí)驗(yàn)數(shù)據(jù)與模型擬合數(shù)據(jù)對比
工藝參數(shù)單因素對粗糙度的影響:同樣歸一化后,得到 3 個(gè)工藝參數(shù)單因素與粗糙度之間的關(guān)系,如圖 4 所示。可見粗糙度值隨著砂輪線速度的增大而減小,在砂輪線速度從40m/s 變化到60 m/s 的過程中,粗糙度值從 0.85 μm減小到 0.43 μm,這是因?yàn)樯拜喚€速度的增加會使單位時(shí)間內(nèi)通過磨削區(qū)的磨粒數(shù)量變多,單顆磨粒未變形切屑厚度減小且工件表面上切痕深度變淺,有利于切屑的形成,縮短了磨粒切刃的單次磨削時(shí)間,降低了磨粒去除材料后在加工表面留下的隆起高度,最終導(dǎo)致齒面粗糙度減小
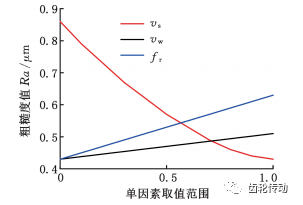
圖 4 工藝參數(shù)與粗糙度的關(guān)系
粗糙度值隨著軸向進(jìn)給速度的增大而增大。這是由于軸向進(jìn)給速度的增加會導(dǎo)致單位時(shí)間內(nèi)磨削齒面的有效磨粒數(shù)目減少,使得單位面積齒面上形成的磨削殘留高度增大,由此齒面粗糙度值增大。
粗糙度值隨著砂輪徑向進(jìn)給量的增大而增大。這是因?yàn)閺较蜻M(jìn)給量的增加會使單顆磨粒的最大磨削厚度增大,磨削力也增大,導(dǎo)致磨削表面變形程度增加,由塑性變形引起的凸起高度增大,齒面粗糙度值也會增加。但徑向進(jìn)給量的改變對齒面粗糙度的影響與其他兩個(gè)工藝參數(shù)相比并不是很明顯,這是因?yàn)樵趯?shí)際磨削過程中磨削用量是緩慢分次進(jìn)給的,不是一次以徑向進(jìn)給量進(jìn)行磨削。
三、綜合振動(dòng)與粗糙度優(yōu)化模型的建立與求解
遺傳算法原理
遺傳算法(genetic algorithm,GA)的是模擬生物進(jìn)化過程的自然選擇和遺傳學(xué)機(jī)理計(jì)算模型,是以一種群體中的所有個(gè)體為對象,并利用隨機(jī)化技術(shù)指導(dǎo)對一個(gè)被編碼的參數(shù)空間進(jìn)行高效搜索最優(yōu)解的方法。遺傳算法的基本運(yùn)算過程如下。
(1)初始化。設(shè)置進(jìn)化代數(shù)計(jì)數(shù)器 t ← 0,最大遺傳代數(shù) T,隨機(jī)生成 N 個(gè)個(gè)體作為初始群體 G(0)。
(2)個(gè)體評價(jià)。計(jì)算群體 G(t)中各個(gè)個(gè)體的適應(yīng)度,適應(yīng)度是用來判斷群體中的個(gè)體的優(yōu)劣程度的指標(biāo),是根據(jù)目標(biāo)函數(shù)來進(jìn)行評估的。
(3)選擇運(yùn)算。群體進(jìn)行選擇運(yùn)算,目的是將優(yōu)化的個(gè)體遺傳到下一代或通過配對交叉產(chǎn)生新的個(gè)體再遺傳到下一代。
(4)交叉運(yùn)算。群體進(jìn)行交叉運(yùn)算,是指將兩個(gè)父代個(gè)體的部分結(jié)構(gòu)替換重組而生成新個(gè)體。交叉使遺傳算法的搜索能力大大提高,在遺傳算法中起核心作用。
(5)變異運(yùn)算。群體進(jìn)行變異運(yùn)算,對個(gè)體串的某些基因座上的基因值作變動(dòng)。變異運(yùn)算可以使遺傳算法具有局部隨機(jī)搜索能力,加速了向最優(yōu)解收斂的速度,維持了群體的多樣性,防止了未成熟收斂現(xiàn)象的出現(xiàn)。
(6)群體 G(t) 經(jīng)過選擇、交叉、變異運(yùn)算之后得到下一代群體 G(t+1)。
(7)終止條件判斷。若 t=T,則以進(jìn)化過程中所得到的具有最大適應(yīng)度個(gè)體作為最優(yōu)解輸出,終止計(jì)算。遺傳優(yōu)化算法流程如圖 5 所示。
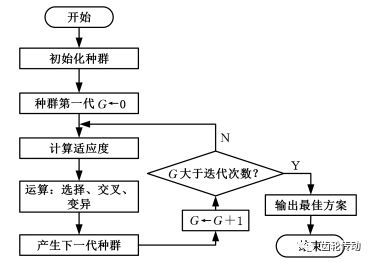
圖 5 遺傳優(yōu)化算法流程
優(yōu)化模型的建立
為保證在使用蝸桿砂輪磨齒機(jī)加工新能源汽車用斜齒輪時(shí)不產(chǎn)生振紋,需要在齒輪表面粗糙度滿足加工要求的前提下盡可能地減小振動(dòng)。根據(jù)此特點(diǎn)要求進(jìn)行多目標(biāo)工藝參數(shù)優(yōu)化,為將二維多目標(biāo)問題降低為一維優(yōu)化問題,采用線性加權(quán)和法的評價(jià)函數(shù)方法,按各目標(biāo)的重要程度賦予其相對應(yīng)的權(quán)系數(shù),然后對其進(jìn)行線性組合并進(jìn)行最小值尋優(yōu):
式中,W1、W2分別為振動(dòng)與粗糙度對應(yīng)的權(quán)重系數(shù),W1,W2∈ (0,1),且 W1+W2=1。
為了使數(shù)據(jù)處理更加方便,需要對目標(biāo)進(jìn)行歸一化處理,將數(shù)據(jù)映射到 0 ~ 1 范圍之內(nèi),本文采用線性歸一化,線性歸一化表達(dá)式為
則本文優(yōu)化目標(biāo)表達(dá)式變化為
約束條件如下:
(1)砂輪線速度約束。為防止砂輪加工時(shí)破裂,保障加工過程中的安全性,砂輪線速度不能超過砂輪上標(biāo)識的最大安全使用速度;同時(shí)為保證齒輪表面的粗糙度符合使用要求,參考本齒輪現(xiàn)場實(shí)際生產(chǎn)參數(shù)設(shè)置經(jīng)驗(yàn),砂輪線速度不能設(shè)置過低。因此,砂輪線速度的取值范圍設(shè)置為 35m/s ≤ vs ≤ 70m/s。
(2)砂輪軸向進(jìn)給速度約束。軸向進(jìn)給速度越小,加工齒輪的時(shí)間越長,為保證較高的齒輪磨削效率,軸向進(jìn)給速度不能設(shè)置過低。為防止砂輪磨損速率過快、齒輪表面質(zhì)量下降,軸向進(jìn)給速度也不能設(shè)置過高。因此,砂輪軸向進(jìn)給速度的取值范圍設(shè)置為 75 mm/min ≤vw ≤ 225 mm/min。
(3)砂輪徑向進(jìn)給量約束。磨削熱隨著徑向進(jìn)給的增大而增大,為防止產(chǎn)生的大量磨削熱燒傷齒面表面,同時(shí)考慮到加工次數(shù)與效率,砂輪徑向進(jìn)給量取值范圍設(shè)置為 0.04mm≤ fr≤0.28mm.
綜上,聯(lián)立優(yōu)化目標(biāo)函數(shù)與約束條件,建立了以減小齒輪加工過程中振動(dòng)大小、同時(shí)提高磨齒表面加工質(zhì)量為目標(biāo)的多目標(biāo)優(yōu)化模型:
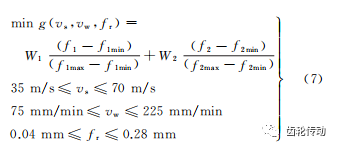
式中,f1max 、f1min 分別為振動(dòng)均方根值的最大值和最小值;f2max 、f 2min 分別為粗糙度值的最大值和最小值。
優(yōu)化結(jié)果
遺傳優(yōu)化算法的參數(shù)設(shè)置:種群大小100,最大遺傳代數(shù)120,交叉概率0.7,變異概率0.02;考慮加工振動(dòng)與齒輪表面粗糙度,選擇振動(dòng)權(quán)重系數(shù)W1=0.4、粗糙度權(quán)重系數(shù) W2 =0.6 進(jìn)行優(yōu)化求解,進(jìn)化過程如圖 6 所示.
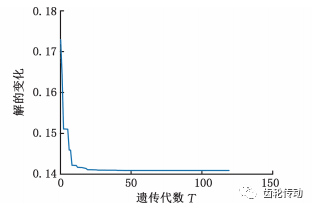
圖 6 遺傳進(jìn)化過程
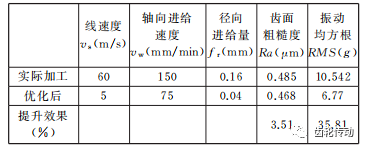
現(xiàn)有實(shí)際加工參數(shù)結(jié)果和優(yōu)化后參數(shù)加工結(jié)果的對比見表 8。可知,使用同時(shí)考慮振動(dòng)與粗糙度的優(yōu)化后參數(shù)加工時(shí)相比實(shí)際加工時(shí)振動(dòng)均方根值減小了 3.772g,優(yōu)化率高達(dá) 35.81%;加工后齒輪齒面粗糙度降低了0.017 μm,優(yōu)化率為3.51%。綜上所述,本文方法可以在保持穩(wěn)定的粗糙度精度的同時(shí),大大減小了振動(dòng),從而有效防止振紋的產(chǎn)生,提高了機(jī)床的使用壽命。
表 8 優(yōu)化結(jié)果對比
四、結(jié)論
(1)針對蝸桿砂輪磨齒機(jī)加工新能源汽車斜齒輪時(shí)出現(xiàn)振紋的問題,通過正交設(shè)計(jì)實(shí)驗(yàn)建立了加工振動(dòng)及齒面粗糙度預(yù)測模型,并通過與實(shí)驗(yàn)數(shù)據(jù)比較,證明兩種模型擬合效果良好。
(2)由兩模型可得,振動(dòng)的大小隨著砂輪線速度的增大而快速增大,隨著軸向進(jìn)給速度的增大而增大。徑向進(jìn)給量對振動(dòng)大小的影響較小。齒面粗糙度值隨著砂輪線速度的增大而減小,隨著軸向進(jìn)給速度與徑向進(jìn)給量的增大而增大。
(3)建立了以最小振動(dòng)和最小粗糙度值為加工目標(biāo)的優(yōu)化數(shù)學(xué)模型,與優(yōu)化前相比,用優(yōu)化后的工藝參數(shù)加工可減小35.81%的振動(dòng),粗糙度優(yōu)化率為 3.51%。本文方法可有效防止振紋的產(chǎn)生,提高了機(jī)床的使用壽命。
參考文獻(xiàn)略.