齒輪指輪緣上有齒,連續嚙合傳遞運動和動力的機械元件,在機械傳動及整個機械領域中應用極其廣泛。現代齒輪技術模數已達到 0.004 ~ 100 mm,直徑為 1 mm ~ 150 m,最高圓周速度達 300 m /s。當前,我國齒輪制造業與發達國家相比,還存在自主創新能力不足、新品開發慢、市場競爭無序、企業管理薄弱、信息化程度低、從業人員綜合素質有待提高等問題。筆者針對 20°壓力角滾刀加工 25°壓力角齒形的問題,提出一種特殊加工工藝。
一、齒輪加工工藝現狀
齒輪加工是利用機械方法獲得齒輪特定結構和精度的加工工藝過程,齒輪齒部加工可以分為滾齒、插齒、剃齒、珩齒、磨齒、擠齒等。現階段,對于精度要求不高的低速齒輪,可以采用熱前滾齒或剃齒,熱后不再加工的加工工藝。對于精度要求高的齒輪,可以采用熱后珩齒和磨齒兩種方式。珩齒成本低,但齒形修正能力弱。磨齒成本高,精度也高,并且可以采用沿齒高方向的齒頂修緣工藝和沿齒長方向的齒向修形工藝,能夠顯著降低齒輪嚙合噪聲,提高傳動性能。
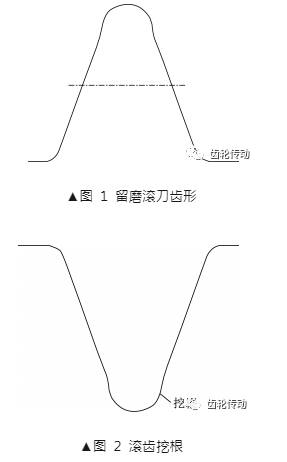
隨著機械工業的快速發展,現階段對齒輪精度的要求越來越高,尤其是風力發電、機車、冶金、煤炭、船舶等行業。對于精度要求高的齒輪,一般采用如下加工工藝:① 原材料鍛件;② 預處理,包括正火 + 回火或調質處理;③ 半精加工,包括半精車、鉆孔或攻孔等;④ 滾齒;⑤ 熱處理,包括滲碳淬火、感應淬火或氮化處 理等;⑥ 精加工,包括精車、磨加工等;⑦ 磨齒;⑧ 終檢。對于以上加工工藝而言,滾齒加工屬于齒部粗加工,齒面留有磨量,熱處理、精加工后再磨齒加工齒面,最終形成成品齒形。熱處理能夠提高齒面硬度,熱處理后齒面洛氏硬度(HRC)可以達到 60 以上,磨齒時很容易產生裂紋,因此磨齒時齒面磨削量一般在 0.01 mm 左右。如果磨削到齒根處,那么磨削量需要達到 0.03 mm 左右,同樣磨齒磨削到齒根很容易產生裂紋。對此,滾齒時所用滾刀均為留磨滾刀,滾齒會在齒根形成挖根,這樣磨齒時就不會磨到齒根。留磨滾刀齒形如圖 1 所示,滾齒挖根如圖 2 所示。
一般常用齒輪均為 20°壓力角齒形,所以一般的留磨滾刀也均為 20°壓力角留磨滾刀。如果突然要加工25°壓力角齒形,就不適用20°壓力角留磨滾刀,需要根據齒輪參數訂制 25°壓力角留磨滾刀,周期長,并且非標滾刀價格昂貴,由此延長了加工周期,增加了制造成本。
二、新加工工藝
針對 25°壓力角齒形,提出采用以下加工工藝:
(1)鍛件,對原材料進行鍛造處理,保證合理的鍛造比,滿足鍛造要求;
(2)預處理,對鍛件進行正火 + 回火或調質處理;
(3)半精加工,對預處理后的零件進行半精車、無損探傷、劃線、鉆孔等加工;
(4)滾齒,采用 20°壓力角留磨滾刀或標準滾刀按滾齒加工工藝要求進行滾齒加工,并根據齒輪參數留相應齒面余量;
(5)磨齒,在數控磨齒機上按 20°壓力角齒形參數進行磨齒機設置,留相應齒面余量進行磨齒加工,直至齒根圓到位,再按 25°壓力角齒形參數進行磨齒機設置,留相應齒面余量進行磨齒加工,齒根處不會磨到,齒根挖根保留;
(6)熱處理,齒部可以采用滲碳淬火、感應淬火或氮化處理等;
(7)精加工,包括精車、劃線、鉆孔、磨外圓、加工鍵槽等;
(8)磨齒,按成品圖紙要求進行磨齒機設置,磨齒到成品,磨齒時不會磨到齒根,避免磨削裂紋的產生;
(9)探傷,對齒輪齒部進行無損探傷檢測;
(10)終檢,全面檢測或驗證各部位尺寸、精度,并做好記錄。以上加工工藝不需要訂制滾刀,大大縮短了制造周期,降低了制造成本。
三、實例
直齒齒輪參數如下:模數為 12 mm,齒數為 20,壓力角為 25°,變位因數為 0. 155,跨齒數為 3,公法線長度為 ![]() 經過計算,齒頂圓直徑為 267. 719mm,分度圓直徑為 240 mm,齒根圓直徑為 213. 719 mm,分度圓弦齒厚為 20. 179 mm,分度圓弦齒高為 14. 284 mm,齒頂圓厚度為 5. 512 mm,齒頂圓齒槽寬為 36. 367 mm。
經過計算,齒頂圓直徑為 267. 719mm,分度圓直徑為 240 mm,齒根圓直徑為 213. 719 mm,分度圓弦齒厚為 20. 179 mm,分度圓弦齒高為 14. 284 mm,齒頂圓厚度為 5. 512 mm,齒頂圓齒槽寬為 36. 367 mm。
若壓力角為 20°,則計算得公法線長度為 93. 197 mm,齒頂圓厚度為 7. 628 mm,齒頂圓齒槽寬為 34. 252 mm。
通過計算可知,壓力角為 25°和 20°時,齒頂圓直徑、分度圓直徑、齒根圓直徑、分度圓弦齒厚均相等。壓力角為 20°時的齒頂圓厚度大于壓力角為 25°時的齒頂圓厚度,差值為 2. 116 mm。壓力角為 20°時的齒頂圓齒槽寬小于壓力角為 25°時的齒頂圓齒槽寬,差值為 2. 115 mm。壓力角為 25°時,越接近齒根圓齒厚越大,最大約為 2. 1 mm。壓力角為 25°和 20°時,公法線長度相差 0. 312 mm,若熱處理前滾齒公法線留余量 1. 3 mm,則采用 20°壓力角留磨滾刀滾齒時,公法線長度為 96. 9 mm。按 20°壓力角齒形參數進行磨齒機設置,磨齒至公法線長度為 95mm ± 0. 05 mm,齒根圓到位。然后按 25°壓力角齒形參數進行磨齒機設置,磨齒至公法線長度為94. 8 mm ± 0. 05 mm,公法線長度留余量 1. 3 mm。滲碳淬火、精加工后,按成品圖紙要求磨齒至成品。
四、結束語
采用所介紹的加工工藝,由 20°壓力角留磨滾刀加工 25°壓力角齒形,只利用現有設備,不訂制專用非標滾刀,加工工序簡單,可以節省費用和時間,縮短加工周期,降低制造成本。
參考文獻略.