環(huán)面蝸桿副由于具有同時接觸齒數多、雙線接觸、齒面潤滑條件好、齒面接觸應力小等優(yōu)點,廣泛應用于礦冶、起重運輸和船舶等傳動裝置中。環(huán)面蝸桿副中的蝸輪由環(huán)面蝸輪滾刀滾切而成。環(huán)面蝸輪滾刀各個刀齒都保留一定寬度的刃帶和一定角度的側后角面。在進行側后角面的展成時,若刀齒密度過大,會導致產形輪與其它刀齒干涉,破壞臨近的刀齒。由于環(huán)面蝸輪滾刀每個刀齒并不相同,在進行側后角面磨削時,每個刀齒的干涉位置和程度不同,因此在環(huán)面蝸輪滾刀側后角面的過程中,需分析磨削不同位置的刀齒側后角面的干涉情況。保證砂輪不與其他刀齒干涉,是砂輪完成整個滾刀側后角面連續(xù)磨削加工的必要前提。
一、側后角面磨削過程
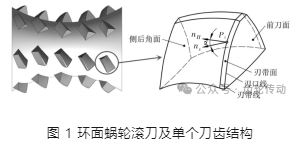
圖 1 是環(huán)面蝸輪滾刀及其單個刀齒的結構。環(huán)面蝸輪滾刀的刀齒主要包括側后角面、前刀面、刃帶面、刃口線和刃帶線。側后角面是刃帶線后面的部分,具有一定的側后角面角度 α。側后角 α 是向量 ns 與 nH 向量之間的夾角。其中 ns 是刃帶線上任一點 P1 在基本環(huán)面蝸桿螺旋面上的法矢量,nH 是點 P1 在側后角面上的法矢量。
采用雙錐面包絡環(huán)面蝸桿機床展成側后角面時,展成側后角面需滿足三個條件: (1) 砂輪錐面上 N0 點的法矢量與側后角面上刃帶線上被磨削點 P1 的法矢量平行; (2) 砂輪錐面上 N0 點與側后角面上刃帶線上被磨削點 P1 接觸; (3) 砂輪的外緣與滾刀齒根環(huán)面相接觸以便能展成到滾刀的根部。圖 2 為由雙錐砂輪磨削側后角面的示意圖。

雙錐產形輪對每一個刀齒逐個磨削加工,磨削完成一個刀齒后,進行下一個刀齒的磨削加工,所有的側后角面構成不連續(xù)的分段曲面。在磨削側后角面的過程中,砂輪錐面沿刀齒的刃帶線移動,對刃帶線上的各點進行連續(xù)的磨削加工,整個加工過程是一種變傳動比的磨削過程,如圖 3 所示。從磨削過程中可看出,隨著砂輪錐面沿刃帶線運動,側后角面的范圍逐漸擴大,運動結束以后獲得刀齒的側后角面。對于每個刀齒的一側后角面,砂輪沿刃帶線運動,即可磨削出側后角面,該方法能夠保證側后角角度和刃帶面的寬度。

二、側后角面磨削干涉現(xiàn)象
圖 4 所示是未加工刀齒的后刀面時雙錐砂輪磨削出的側后角面,側后角面與基本環(huán)面蝸桿螺旋面相交成兩條線,靠近前刀面的部分為刃帶線,另一條為展成界線。從圖 4 可以看出,環(huán)面蝸輪滾刀各個刀齒側后角面的形狀各不相同。當環(huán)面蝸輪滾刀的刃帶寬和側后角角度給定后,雙錐砂輪磨削出的各個刀齒的側后角面和各個刀齒的展成界線是確定的。

當增加刀齒的排數時,即增加刀齒密度,展成線可能會越過下一個刀齒的刃口線,從而破壞下一個刀齒的刃口線,出現(xiàn)展成干涉現(xiàn)象,如圖 5 所示。

三、側后角面磨削最大干涉位置分析
環(huán)面蝸輪滾刀上的各個刀齒可以看作是其中一條螺旋上的刀齒的圓周陣列。由于滾刀自身參數和側后角面產形砂輪參數的選擇,在實際展成過程中,產形輪可能對左右兩側的刀齒、前后附近的刀齒都有可能造成干涉。通過前期的實驗可知,展成側后角面時造成的干涉主要集中在對同一螺旋上的下一個刀齒造成的干涉。環(huán)面蝸輪滾刀不同螺旋上同一軸截面位置的刀齒可設計成相同的形式,因此,選擇其中的任意一條螺旋上的刀齒進行研究,其他刀齒側后角展成干涉的情況相同。
本文以某雙錐面二次包絡環(huán)面蝸輪滾刀為算例進行分析,其基本參數為: 中心距 a = 260 mm,頭數 z1 =5,傳動比 i = 8,包含五排刀齒。選擇左側后角面進行分析,對刀齒和左側后角面進行編號。用 Ai 代表左側后角面,Ti 代表刀齒號。

在展成刀齒 Ti 后角面 Ai 時,有可能對下一刀齒 Ti +1相應側的刃口線造成干涉。對于任意側后角面,E 是上一刀齒 Ti 展成界線上的一點,G 是刀齒 Ti +1刃口線上的任意一點,點 E 和 G 位于同一環(huán)面上,其中 i = 1,2,3,4,如圖 7 所示。T5 號刀齒后面無刀齒,展成 T5 刀齒時無干涉現(xiàn)象。將點 E 和 G 同時投影到 iH1-OH1- jH1的截面內,分別得到 E'和 G'點,連接 OH1 和 E'、OH1 和 G',OH1 E'和 OH1G'的夾角為 θi。用夾角 θi 衡量展成干涉程度的物理量,其值越大,表示展成 Ti 刀齒時越不會造成干涉,左、右側分別用 θLi 、θRi 表示。

對于本算例,分析展成刀齒 T1、T2、T3 和 T4 的左右兩側側后角面時,對其相應側下一個刀齒的刃口線的影響,即分析夾角 θLi 的變化規(guī)律。圖 8 是展成左側后角面時展成界線與刃口線上的測量點之間的關系。

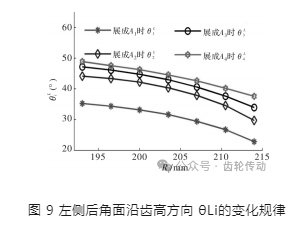
圖 9 是 θLi 隨環(huán)面半徑的變化情況繪制成曲線圖,通過分析可知,對于左側后角面,各個刀齒展成出的側后角面的形狀呈現(xiàn)上小下大的趨勢,同時,左側面入口刀齒 T1 處的齒根環(huán)面部位的夾角 θL1 值最小,該處是在展成齒頂的側刃帶時產生的。因此展成 T1 刀齒左側后角面時,展成齒頂刃帶時最容易造成展成干涉。
采用同分析左側后角面相同的方法,分析右側后角面的展成干涉情況,Bi 代表右側后角面。圖 10 展示的是展成右側后角面時展成界線與刃口線上的測量點之間的關系。對于右側后角面,各個刀齒展成出的側后角面的形狀呈現(xiàn)上大下小的趨勢。
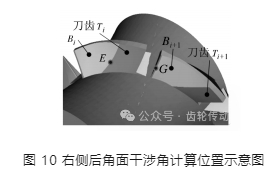
圖 11 是展成右側后角面時 θRi 隨環(huán)面半徑的變化趨勢,可以得出右側面入口刀齒 T4 處的齒根環(huán)面部位的夾角 θ4R 值最小。該處是在展成齒根的側刃帶時產生的,因此展成 T4 刀齒右側后角面時,展成齒根刃帶時最容易造成展成干涉。

左、右側后角面在分度環(huán)面上的各個刀齒相應點的干涉角 θi 的變化規(guī)律圖 12 所示。可以得出,對于左側后角面,干涉角 θLi 逐漸增大,即對于左側后角面,從出口到入口,干涉角 θLi 逐漸增大; 對于右側后角面,干涉角 θRi 逐漸減小,即對于右側后角面,從入口到出口,干涉角 θRi 逐漸減小。即從入口到出口,左、右兩側的干涉角角 θi 逐漸減小,在入口處最大。

綜合上述的分析,在左側側后角面的入口齒根處和右側側后角面入口齒頂處存在干涉角 θi 的極值點。這兩處是展成左、右側后刀面時候的最大臨界點,只要保證在側后角面展成時,這兩處的臨界點不與下一個刀齒干涉,即可保證整個環(huán)面蝸輪滾刀在側后角面展成時不產生干涉。因此,對于環(huán)面蝸輪滾刀而言,需要校核的干涉位置有兩處:
(1) 左側后角面入口第 1 個齒根處的 E 點,此點是展成齒頂的側刃帶 P1 點時產生的,如圖 13 所示。

(2) 右側后角面入口第 2 個齒的齒頂處的 E 點,此點是展成齒根的側刃帶 P1 點時產生的,如圖 14 所示。

四、結束語
本文針對環(huán)面蝸輪滾刀側后角面展成干涉的問題進行研究,通過對雙錐產形面展成雙錐面二次包絡環(huán)面蝸輪滾刀側后角面的過程進行分析,提出干涉角度的概念,用以衡量展成各個刀齒側后角面時的干涉程度。通過對干涉角度的計算,分析干涉角度的變化規(guī)律,獲得環(huán)面蝸輪滾刀左右兩側側后面展成時的最大干涉位置。本研究的結果表明,在環(huán)面蝸輪側后角面的展成干涉校核時,只需要校核最大干涉位置,無需校核全部刀齒的干涉情況,即可保證環(huán)面蝸輪滾刀側后角面的連續(xù)無干涉展成加工。同時,本文的分析結果可作為環(huán)面蝸輪滾刀刀齒密度設計的依據,以最大干涉位置為約束條件,設計出最大的刀齒密度。
參考文獻略.