拋丸強化技術能夠有效改善和提高回轉類關鍵部件的抗疲勞壽命和耐腐蝕性能。目前,全球很多著名的汽車整車廠商和零部件制造商都已將強化列入標準的生產工藝流程中,隨著拋丸強化技術的不斷發展,其在汽車制造領域用于改善和提高汽車關鍵部件的抗疲勞壽命越來越成為人們關注的重點,大量的汽車零部件,無論是鑄鍛件還是壓鑄件,機械切削件還是焊接件都需要利用不同類型的噴/拋設備進行強化處理。
依靠噴丸強化技術,零件可設計地更輕巧,一些原來因工藝規格要求不得不使用昂貴材質的零件現在也可替換使用低價格材料,通過噴丸強化工藝能夠達到同等甚至更好的性能等級,利用噴丸強化工藝有效提高零部件的抗疲勞性能和耐腐蝕性能,對其使用壽命和使用安全性具有重大的意義。
一、零件外形及強化指標
零件外形
本文主要對以下幾種形狀的零件展開研究,如圖 1 所示。
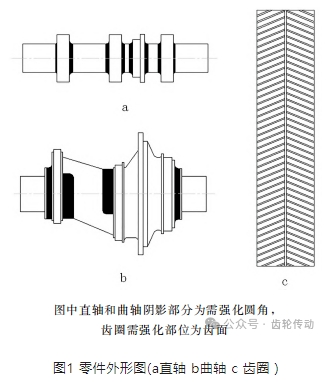
強化指標
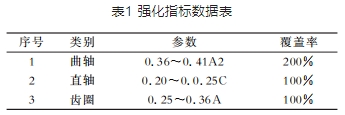
內應力分布均勻程度是拋噴丸加強的關鍵性能指標, 也是疲勞使用壽命的表征單位,但這種測定試驗方式繁雜,很難達到現場要求,本文運用測定拋噴丸強度,覆蓋率等參數來間接特性表現內應力及疲勞使用壽命,具體指標如表1所示。
二、待定的工藝方法及參數
噴丸強化工藝對彈丸的形狀、尺寸和硬度等要求較高,用噴丸強度和表面覆蓋率來控制噴丸工藝,用殘余應力和疲勞試驗來檢測表面強化效果。
噴丸強化工藝參數包括噴射距離、彈丸流量、強化時間、噴槍移動速度、噴射壓力、噴槍口徑、工件旋轉速度、彈丸類型、覆蓋率等,其中任何一個參數的變化都會不同程度影響噴丸強度,即影響強化效果,如表2所示。
三、噴丸工藝的制定
工藝方法
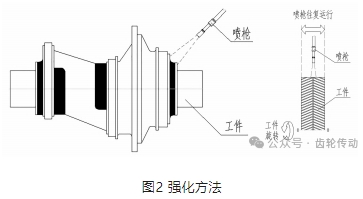
噴槍動作過程:直軸需強化部位為八個過度圓角,曲軸為四個過度圓角,對于此軸類零件,應依次對每個圓角進行強化,達到要求的強化強度和覆蓋率后噴槍移位進行下一圓角強化,直到所有圓角完成。對于齒圈齒面強化有兩種方案:噴槍寸進與噴槍往復運行。噴槍寸進與工件旋轉配合在工件表面形成條狀噴射帶,雖能形成帶間交錯,但由于噴射中心到邊沿彈丸密度依次減小,所以最后工件表面覆蓋率并不均勻。噴槍往復運行與工件旋轉配合在工件表面形成交叉網狀覆蓋,使表面覆蓋率均勻,同時表面強化強度跳動減小。所以齒圈強化采用噴槍動作為往復運行。
噴槍狀態 - 角度:對于軸類零件圓角,工件水平放置噴槍應成45°垂直圓角噴射。對于齒圈,噴槍成一定角度盡可能垂直齒面進行噴射,以保證彈丸的最大撞擊力,強化方法如圖2所示。
工藝參數
彈丸類型:彈丸的材質、尺寸、形狀及最小彈丸尺寸要求均依據所要強化工件的材質、圓角半徑及要求的強化強度按標準 AMS-S-13165選取。
噴槍口徑:彈丸類型確定后,所選噴槍口直徑應大于三倍彈丸直徑, 并盡可能大一些,以減小槍口處彈丸壅塞,提高機械效率。
噴射壓力、噴射距離、彈丸流量。
初步設定壓力、距離、彈丸流量后垂直噴射阿爾瑪試片,噴射時間逐漸加長噴射多片試片后作飽和曲線,確定該參數下的強化強度。如得到的強度不符合要求,則調整參數重復上述過程,直到得出要求的強化強度,則得到該強度的噴射壓力、噴射距離、彈丸流量即確定為強化此強度工件的工藝參數。
例:齒圈強度要求0.25~0.36A
試驗壓力: 0.3MPa;噴距:600mm;彈丸:S330;彈丸流量:3kg/min;試片:a;如圖3,表3所示。
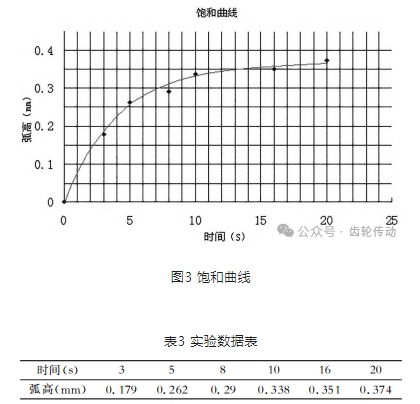
由飽和曲線得強度:0.332A ,t=10s。所以確定壓力:0.3MPa,噴距:600mm,彈丸流量:3kg/min為強化齒圈的工藝參數。
強化時間:由飽和曲線可得飽和點的噴射時間,則工件需強化部位在丸流中暴露的時間應大于飽和時間,具體數值應由實際強化確定,即試片隨工件一起進行噴丸,試片弧高進入該參數下強度~強度要求上限范圍的時間。此時間確定為強化時間。
噴槍移動速度、工件旋轉速度:對于軸類零件,強化過程中噴槍不移動,工件旋轉一周時間只要小于強化時間,此外對工件旋轉速度無特別要求。
對于齒圈類零件,由于噴槍要與工件的旋轉配合,形成交叉網狀噴射軌跡,以滿足強度與覆蓋率要求,所以控制過程比較復雜,經總結分以下四步完成:
(1)理論計算
首先計算在硬件特性限制下所能形成的網狀覆蓋的可能數。計算方法如下:
實驗得噴槍在工件表面有效散射范圍為 Φ60mm,兩條軌跡之間交叉10mm 以彌補邊緣彈丸稀疏引起的強度降低。由圖4得:
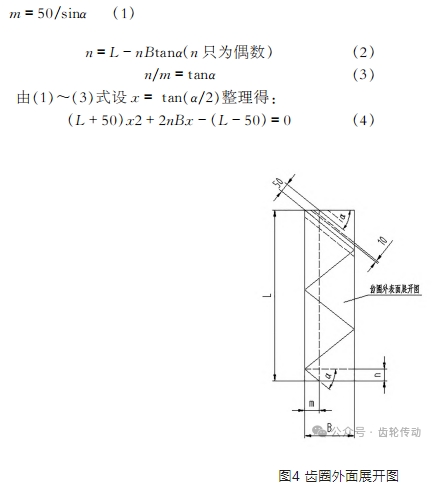
由于噴槍與工件旋轉為變頻調速,變頻器最佳工作頻率范圍為20Hz~50Hz,所以角度α受此限制只能存在于一個角度范圍內,又因n只為偶數,所以α的解可把n=2, 4,6,8……帶入求得。對應于不同α值有確定的噴槍移動速度和工件旋轉速度。
變頻器頻率的計算:
V:線速度 m/s;f:變頻器頻率;S: 轉差率;L1:圓周長,單位 m;P:電機極數;i:減速比。
由(5)(6)式即可初步確定噴槍移動與工件旋轉的變頻器頻率。
例:齒圈周長 L=4526mm,B=297.4mm,工件旋轉減速機電機P=4極,減速比i=2065,噴槍移動減速機電機P=4極,減速比i=731,鏈輪母線周長 L1=0.937m, 計算結果如表3所示:
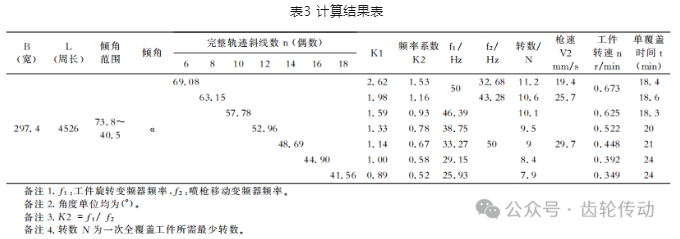
(2) 速度選擇
由于在許可軌跡傾角范圍內有多種傾角可選擇,應根據強化效率,單覆蓋時間等因素比較選擇,確定一種軌跡傾角,從而確定工件轉速和噴槍移動速度,進而確定各變頻器頻率。
(3)變頻器頻率校正
由于理論計算中使用定轉差率,而實際不同頻率下電機轉差率略有不同,所以變頻器頻率須由試驗在理論計算基礎上校正。具體方法為對工件旋轉和噴槍運行進行計時,逐次逼近方法進行修正,直到得出上表中計算的槍速 V2和工件轉速n。
(4)噴槍往復行程調整
由于理論計算中使用理論折線軌跡,而實際情況下噴槍在往復行程終點速度方向進行轉換,在此過程中速度不為勻速所以實際軌跡線與理論軌跡線偏離,可通過調整噴槍往復行程,使實際軌跡與理論軌跡重合。調整原理如圖5所示:
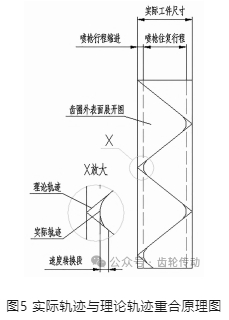
圖5中所示“噴槍行程縮進”在實際中只有幾個毫米, 遠小于噴槍散射范圍,所以強化過程中邊緣部分強化強度與覆蓋率不受影響。
四、在企業的應用效果
以上所述是在實際調試、生產過程中對大型軸/齒圈類鋼制件噴丸強化工藝逐步試驗得出,并經實際生產的檢驗。通過上述過程得出的工藝方法及參數完全滿足工件的強化要求。
五、結束語
噴丸強化是一項具有廣闊發展前景和應用空間的表面加工技術。隨著現代工業的迅猛發展對零件表面質量疲勞壽命要求的不斷提高,表面強化技術在現代航空航天兵器船舶工業中必將發揮越來越重要的作用。本文通過控制彈丸類型、噴槍口徑、噴射壓力、噴射距離、彈丸流量、強化時間、噴槍移動速度、工件旋轉速度等強化參數對上述零件進行噴丸強化工藝進行了探討,通過試驗逐步得出適合企業強化工藝的工藝方案和工藝參數,對于企業提升對外業務競爭力、對內成本控制,均具有很高的推廣價值。
參考文獻略.