RV減速器的行星齒輪要求內(nèi)花鍵齒和外漸開線齒相位一致,采用精密定位的內(nèi)花鍵齒形定位錐度心軸,消除內(nèi)花鍵孔齒輪產(chǎn)生的幾何偏心,配合硬切削精拉內(nèi)花鍵齒,通過有效實(shí)用的檢驗(yàn)技術(shù),可以確保行星齒輪的高精度及互換,通配使用,簡化加工工藝,減少不良率。
擺線針輪減速器最早是德國人勞倫茲勃朗提出的一種少齒行星傳動機(jī)構(gòu),也被稱為擺線針輪行星齒輪傳動。而RV傳動是由傳統(tǒng)的擺線行星傳動發(fā)展而來,具有結(jié)構(gòu)緊湊、壽命長、重量輕、傳動比大,角度傳遞誤差小、振動小,體積小的優(yōu)點(diǎn)。工業(yè)機(jī)器人通常要執(zhí)行重復(fù)的動作,以完成相同的工序;為了保證工業(yè)機(jī)器人在運(yùn)行期間能夠可靠地完成工序任務(wù)以及工藝質(zhì)量,這對工業(yè)機(jī)器人的定位精度和重復(fù)定位精度要求特別的高,RV減速器滿足了機(jī)器人高精準(zhǔn)運(yùn)作的要求,是工業(yè)機(jī)器人所有核心零部件中最關(guān)鍵的部分。
一 、RV減速器行星齒輪技術(shù)要求(零件圖、曲軸組立圖片,齒輪傳動圖片)
RV減速器應(yīng)用差動式行星傳動原理,第一級為漸開線圓柱齒輪行星傳動機(jī)構(gòu),第二級為擺線針輪行星傳動機(jī)構(gòu)。行星齒輪和第二級傳動機(jī)構(gòu)中的曲柄軸通過花鍵齒連接。如圖1,三個行星齒輪為一組,聯(lián)動運(yùn)動,故行星齒輪內(nèi)花鍵齒和外齒需要比較準(zhǔn)確的相位位置要求,三個行星齒輪內(nèi)外齒相位位置要求一致。
例如擺線針輪精密傳動減速器傳動損失要求小于1arc·min(角分),設(shè)計(jì)精度取1/2,即0.5arc·min(角分),則第一級行星齒輪傳動分配1/3.則傳動損失應(yīng)小于10角秒,考慮到第一級行星齒輪傳動損失對輸出端的影響,是第二級傳動 i2分之一,即Δθ1/i2。
故第一級行星齒輪傳動角度損失最大值Δθ1
=10″x i2(假設(shè)i2=40)
=400″(角秒)
=0.111°(角度)
取行星齒輪分度圓直徑d1=60mm
則齒厚側(cè)隙允許。
一般輸入軸安裝同心度,要求小于0.03mm,行星齒輪和輸入齒輪齒厚公差各取0.02mm。
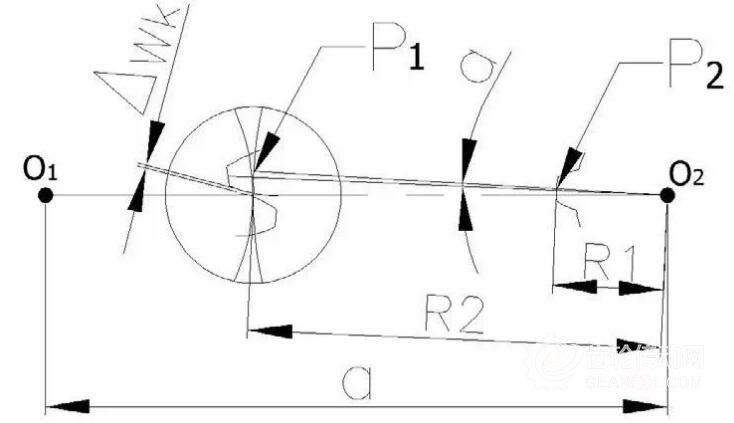
圖2所示,ΔWk=0.058≈0.06mm,取0.06±0.02.
19 0 B X - 1 2 1 為例:R 2 = 3 0 , R 1 = 7 . 2 5 , 則P1=1/4*ΔWk=0.015mm,行星齒輪內(nèi)花鍵齒和外齒相位偏角α:
α=0.015/R2=0.0005(弧度)=0.028°=1.68′(角分)
則P2=1/4*P1=0.00375mm
所以內(nèi)花鍵的公法線尺寸公差需要控制在0.00375mm以內(nèi),這幾乎是一個不可能達(dá)成的目標(biāo)。
二、行星齒輪的制造工藝
每組行星齒輪間內(nèi)花鍵齒和外齒相位偏角要求小于0.028°,漸開線外齒精度取7級(GB/T10095- 2008),內(nèi)花鍵齒公法線公差小于0.00375mm,這樣對行星齒輪加工提出了難題,常規(guī)加工工藝已無法滿足要求,采用經(jīng)濟(jì)公差帶7級(IT7)利于批量生產(chǎn),十分有必要,采用內(nèi)花鍵齒零間隙定位方式及成組加工方式是考慮的二個方向,所以減速器行星齒輪加工需解決行星齒輪內(nèi)花鍵齒定位問題及內(nèi)外齒相位一致的定位問題。
(A)加工方法探討
采用成組加工方式,即3個行星齒輪一組,同時拉內(nèi)花鍵,粗滾外齒,滲碳淬火,精滾外齒,組合方式一般采用整體一體式和單片成組式(圖3)。
采用整體一體式的,加工完成以后,再分割加工,最后做標(biāo)記。采用單片成組式的,加工完成后,做標(biāo)記區(qū)分,二種方式可解決各組齒輪內(nèi)外齒相位一致的問題。
行星齒輪采用單片加工方式必須考慮內(nèi)外齒相位一致,內(nèi)花鍵齒零間隙定芯的工裝,要求工裝裝夾一致性好,定位、定芯可靠,工裝制作有難度,精度要求高。
各種加工方式優(yōu)缺點(diǎn)對比見表1。

(B)內(nèi)花鍵加工工藝
行星齒輪一般采用漸開線花鍵形式,齒輪材料采用低碳合金鋼。如20CrMo,20CrMnTi等,內(nèi)花鍵采用拉刀拉削成形,對齒輪粗滾加工后,一般需要進(jìn)行滲碳淬火處理,熱處理后齒輪會有變形發(fā)生,以190BX- 121行星齒輪為例,滲碳淬火后,內(nèi)花鍵變形程度在0.02mm左右,內(nèi)孔、齒形、齒面均變形0.02mm左右,所以要保證內(nèi)花鍵齒公法線尺寸變化在0.00375mm以內(nèi),幾乎沒有可能,熱處理變形,拉刀磨損,工裝誤差等累積誤差遠(yuǎn)遠(yuǎn)大于0.00375mm,也大于IT7級的公差。
追加熱處理后精拉內(nèi)花鍵工藝十分有必要,行星齒輪滲碳淬火后,磨削二平面,平面度在0.01mm以內(nèi),采用熱后硬切削拉刀,拉刀材質(zhì):粉未高速鋼+TiN涂層,拉床用Nachi,Sanyo等廠家的熱后精拉床,行星齒輪熱處理后硬度控制在HRC45- 51,精拉后,內(nèi)花鍵齒公法線尺寸公差可控制在±0.01mm以內(nèi),大大提高內(nèi)花鍵齒的精度,可達(dá)到IT7級以上,為后續(xù)精加工外齒打下基礎(chǔ)。
(C)精密定位內(nèi)花鍵齒形定位錐度芯軸加工工藝
前面提到的成組組合加工方式,和內(nèi)花鍵齒精拉工藝,其實(shí)并沒有解決行星齒輪內(nèi)花鍵齒精密定位加工外齒的問題。由于內(nèi)花鍵齒公法線公差無法保證在0.00375mm以內(nèi),一般控制在IT7級,為了確保行星齒輪的精度,且內(nèi)外齒的相位一致,通過專門的工裝設(shè)計(jì)來保證,是一條行之有效的途徑,采用“精密定位內(nèi)花鍵齒定位錐度芯軸加工”是一條有效的經(jīng)驗(yàn),如圖4所示:
(1)錐度芯軸消除定心誤差;
(2)芯軸精密定位,對應(yīng)齒輪標(biāo)記,保證相位一致;
(3)結(jié)合自動化生產(chǎn),數(shù)控加工,精確導(dǎo)向,提高生產(chǎn)效率;
(4)行星齒輪可通配,減小損失,降低成本;
(5)行星輪內(nèi)花鍵,曲軸花鍵公差按經(jīng)濟(jì)公差I(lǐng)T7級制作,齒輪和曲軸花鍵采用過渡配合,曲軸前端花鍵磨出導(dǎo)向部,確保內(nèi)外花鍵精密配合(圖5)。

三、行星齒輪檢測技術(shù)
行星齒輪漸開線外齒輪精度;齒形Fa、齒向Fβ、齒跳Fr、齒距累積誤差Fp,fpt等,行星齒輪裝入錐度芯軸,使用齒輪測量中心可以測量,公法線長度Wk用公法線千分尺測量。內(nèi)花鍵采用拉刀拉削成形,需測量內(nèi)花鍵齒的公法線長度Wk或跨棒距M值,及內(nèi)花鍵齒和外漸開線齒的相位位置,因?yàn)閮?nèi)花鍵齒采用小模數(shù)模數(shù)m≤1.5,一般大徑小于φ30,使用常用測量器具難以測量。
漸開線內(nèi)花鍵通常使用花鍵通止規(guī)檢測,只做簡單的判定Go或No Go,但不能測定花鍵齒的實(shí)際尺寸。
基于RV減速器行星齒輪的特殊要求,哈爾濱智達(dá)測控開發(fā)了Z系列全數(shù)字3D測頭及測頭管理系統(tǒng)的齒輪測量中心,配備專門測量軟件,可以測量RV減速器行星齒輪的各個要素,外部漸開線齒輪的精度:Fp,F(xiàn)α,F(xiàn)β,F(xiàn)r等,內(nèi)花鍵齒的M值,齒距累積偏差Fp,內(nèi)外齒的相位位置等,滿足RV減速器行星齒輪的測量要求。
結(jié)語
RV減速器行星齒輪加工制造采用精密定位內(nèi)花鍵齒形定位錐度芯軸,可以消除定心誤差,保證相位一致,提高生產(chǎn)效率,減小損失,降低成本。
單片加工方式可以提高產(chǎn)品互通互換性,并且可以達(dá)到較高的加工精度。
熱處理后精拉內(nèi)花鍵,精刮外漸開線齒,可消除熱處理變形,提高產(chǎn)品精度。
擺線針輪減速器最早是德國人勞倫茲勃朗提出的一種少齒行星傳動機(jī)構(gòu),也被稱為擺線針輪行星齒輪傳動。而RV傳動是由傳統(tǒng)的擺線行星傳動發(fā)展而來,具有結(jié)構(gòu)緊湊、壽命長、重量輕、傳動比大,角度傳遞誤差小、振動小,體積小的優(yōu)點(diǎn)。工業(yè)機(jī)器人通常要執(zhí)行重復(fù)的動作,以完成相同的工序;為了保證工業(yè)機(jī)器人在運(yùn)行期間能夠可靠地完成工序任務(wù)以及工藝質(zhì)量,這對工業(yè)機(jī)器人的定位精度和重復(fù)定位精度要求特別的高,RV減速器滿足了機(jī)器人高精準(zhǔn)運(yùn)作的要求,是工業(yè)機(jī)器人所有核心零部件中最關(guān)鍵的部分。
一 、RV減速器行星齒輪技術(shù)要求(零件圖、曲軸組立圖片,齒輪傳動圖片)
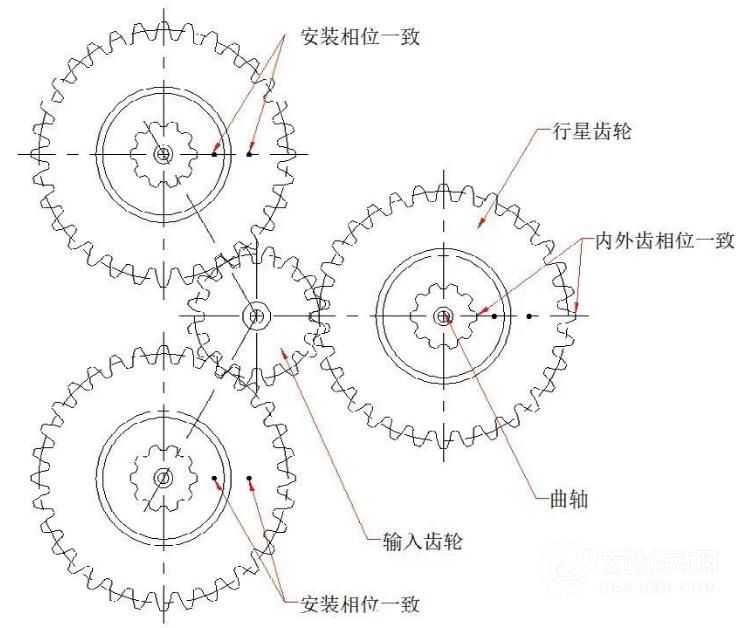
RV減速器應(yīng)用差動式行星傳動原理,第一級為漸開線圓柱齒輪行星傳動機(jī)構(gòu),第二級為擺線針輪行星傳動機(jī)構(gòu)。行星齒輪和第二級傳動機(jī)構(gòu)中的曲柄軸通過花鍵齒連接。如圖1,三個行星齒輪為一組,聯(lián)動運(yùn)動,故行星齒輪內(nèi)花鍵齒和外齒需要比較準(zhǔn)確的相位位置要求,三個行星齒輪內(nèi)外齒相位位置要求一致。
圖1 行星齒輪機(jī)構(gòu)
例如擺線針輪精密傳動減速器傳動損失要求小于1arc·min(角分),設(shè)計(jì)精度取1/2,即0.5arc·min(角分),則第一級行星齒輪傳動分配1/3.則傳動損失應(yīng)小于10角秒,考慮到第一級行星齒輪傳動損失對輸出端的影響,是第二級傳動 i2分之一,即Δθ1/i2。
故第一級行星齒輪傳動角度損失最大值Δθ1
=10″x i2(假設(shè)i2=40)
=400″(角秒)
=0.111°(角度)
取行星齒輪分度圓直徑d1=60mm
則齒厚側(cè)隙允許。
一般輸入軸安裝同心度,要求小于0.03mm,行星齒輪和輸入齒輪齒厚公差各取0.02mm。
圖2 齒輪側(cè)隙
圖2所示,ΔWk=0.058≈0.06mm,取0.06±0.02.
19 0 B X - 1 2 1 為例:R 2 = 3 0 , R 1 = 7 . 2 5 , 則P1=1/4*ΔWk=0.015mm,行星齒輪內(nèi)花鍵齒和外齒相位偏角α:
α=0.015/R2=0.0005(弧度)=0.028°=1.68′(角分)
則P2=1/4*P1=0.00375mm
所以內(nèi)花鍵的公法線尺寸公差需要控制在0.00375mm以內(nèi),這幾乎是一個不可能達(dá)成的目標(biāo)。
二、行星齒輪的制造工藝
每組行星齒輪間內(nèi)花鍵齒和外齒相位偏角要求小于0.028°,漸開線外齒精度取7級(GB/T10095- 2008),內(nèi)花鍵齒公法線公差小于0.00375mm,這樣對行星齒輪加工提出了難題,常規(guī)加工工藝已無法滿足要求,采用經(jīng)濟(jì)公差帶7級(IT7)利于批量生產(chǎn),十分有必要,采用內(nèi)花鍵齒零間隙定位方式及成組加工方式是考慮的二個方向,所以減速器行星齒輪加工需解決行星齒輪內(nèi)花鍵齒定位問題及內(nèi)外齒相位一致的定位問題。
(A)加工方法探討
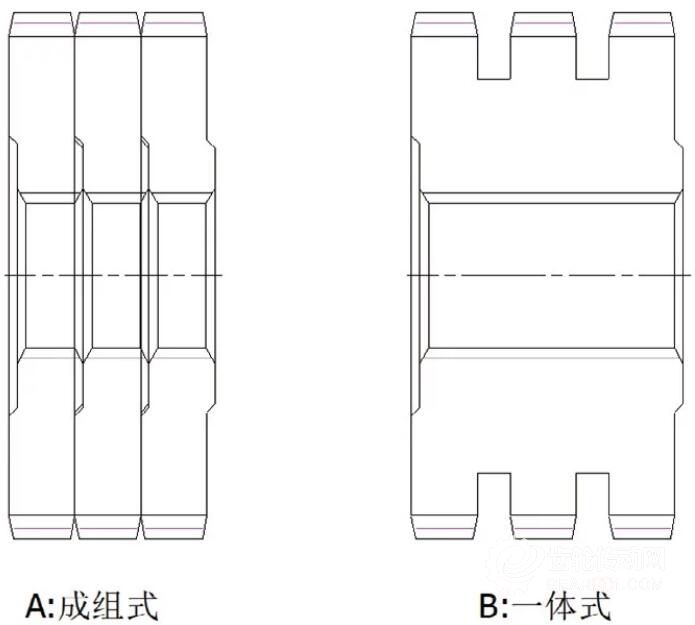
采用成組加工方式,即3個行星齒輪一組,同時拉內(nèi)花鍵,粗滾外齒,滲碳淬火,精滾外齒,組合方式一般采用整體一體式和單片成組式(圖3)。
圖3
采用整體一體式的,加工完成以后,再分割加工,最后做標(biāo)記。采用單片成組式的,加工完成后,做標(biāo)記區(qū)分,二種方式可解決各組齒輪內(nèi)外齒相位一致的問題。
行星齒輪采用單片加工方式必須考慮內(nèi)外齒相位一致,內(nèi)花鍵齒零間隙定芯的工裝,要求工裝裝夾一致性好,定位、定芯可靠,工裝制作有難度,精度要求高。
各種加工方式優(yōu)缺點(diǎn)對比見表1。
表1 各種加式工方式對比
(B)內(nèi)花鍵加工工藝
行星齒輪一般采用漸開線花鍵形式,齒輪材料采用低碳合金鋼。如20CrMo,20CrMnTi等,內(nèi)花鍵采用拉刀拉削成形,對齒輪粗滾加工后,一般需要進(jìn)行滲碳淬火處理,熱處理后齒輪會有變形發(fā)生,以190BX- 121行星齒輪為例,滲碳淬火后,內(nèi)花鍵變形程度在0.02mm左右,內(nèi)孔、齒形、齒面均變形0.02mm左右,所以要保證內(nèi)花鍵齒公法線尺寸變化在0.00375mm以內(nèi),幾乎沒有可能,熱處理變形,拉刀磨損,工裝誤差等累積誤差遠(yuǎn)遠(yuǎn)大于0.00375mm,也大于IT7級的公差。
追加熱處理后精拉內(nèi)花鍵工藝十分有必要,行星齒輪滲碳淬火后,磨削二平面,平面度在0.01mm以內(nèi),采用熱后硬切削拉刀,拉刀材質(zhì):粉未高速鋼+TiN涂層,拉床用Nachi,Sanyo等廠家的熱后精拉床,行星齒輪熱處理后硬度控制在HRC45- 51,精拉后,內(nèi)花鍵齒公法線尺寸公差可控制在±0.01mm以內(nèi),大大提高內(nèi)花鍵齒的精度,可達(dá)到IT7級以上,為后續(xù)精加工外齒打下基礎(chǔ)。
(C)精密定位內(nèi)花鍵齒形定位錐度芯軸加工工藝
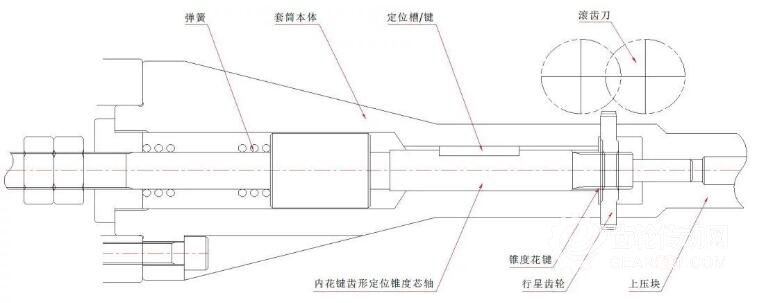
前面提到的成組組合加工方式,和內(nèi)花鍵齒精拉工藝,其實(shí)并沒有解決行星齒輪內(nèi)花鍵齒精密定位加工外齒的問題。由于內(nèi)花鍵齒公法線公差無法保證在0.00375mm以內(nèi),一般控制在IT7級,為了確保行星齒輪的精度,且內(nèi)外齒的相位一致,通過專門的工裝設(shè)計(jì)來保證,是一條行之有效的途徑,采用“精密定位內(nèi)花鍵齒定位錐度芯軸加工”是一條有效的經(jīng)驗(yàn),如圖4所示:
圖4
(1)錐度芯軸消除定心誤差;
(2)芯軸精密定位,對應(yīng)齒輪標(biāo)記,保證相位一致;
(3)結(jié)合自動化生產(chǎn),數(shù)控加工,精確導(dǎo)向,提高生產(chǎn)效率;
(4)行星齒輪可通配,減小損失,降低成本;
(5)行星輪內(nèi)花鍵,曲軸花鍵公差按經(jīng)濟(jì)公差I(lǐng)T7級制作,齒輪和曲軸花鍵采用過渡配合,曲軸前端花鍵磨出導(dǎo)向部,確保內(nèi)外花鍵精密配合(圖5)。
圖 5 曲軸和行星齒輪裝配
三、行星齒輪檢測技術(shù)
行星齒輪漸開線外齒輪精度;齒形Fa、齒向Fβ、齒跳Fr、齒距累積誤差Fp,fpt等,行星齒輪裝入錐度芯軸,使用齒輪測量中心可以測量,公法線長度Wk用公法線千分尺測量。內(nèi)花鍵采用拉刀拉削成形,需測量內(nèi)花鍵齒的公法線長度Wk或跨棒距M值,及內(nèi)花鍵齒和外漸開線齒的相位位置,因?yàn)閮?nèi)花鍵齒采用小模數(shù)模數(shù)m≤1.5,一般大徑小于φ30,使用常用測量器具難以測量。
漸開線內(nèi)花鍵通常使用花鍵通止規(guī)檢測,只做簡單的判定Go或No Go,但不能測定花鍵齒的實(shí)際尺寸。
基于RV減速器行星齒輪的特殊要求,哈爾濱智達(dá)測控開發(fā)了Z系列全數(shù)字3D測頭及測頭管理系統(tǒng)的齒輪測量中心,配備專門測量軟件,可以測量RV減速器行星齒輪的各個要素,外部漸開線齒輪的精度:Fp,F(xiàn)α,F(xiàn)β,F(xiàn)r等,內(nèi)花鍵齒的M值,齒距累積偏差Fp,內(nèi)外齒的相位位置等,滿足RV減速器行星齒輪的測量要求。
結(jié)語
RV減速器行星齒輪加工制造采用精密定位內(nèi)花鍵齒形定位錐度芯軸,可以消除定心誤差,保證相位一致,提高生產(chǎn)效率,減小損失,降低成本。
單片加工方式可以提高產(chǎn)品互通互換性,并且可以達(dá)到較高的加工精度。
熱處理后精拉內(nèi)花鍵,精刮外漸開線齒,可消除熱處理變形,提高產(chǎn)品精度。